MICRALOX® Aluminum Hard Coat Process: Techniques for Minimizing Rack Marks
– Jack Tetrault, President of Sanford Process Company
Woonsocket, RI
The short answer is – yes. MICRALOX® is an anodic aluminum hardcoat technology. To drive the process, electrical current needs to be applied to the part to convert surface aluminum into aluminum oxide. As MICRALOX® is normally run as an aluminum hardcoat, typical current will be in a normal hardcoat range of 20 – 60 Amps Ft2 depending on engineering requirements. The fixturing rack and its contact points used to run the parts will be required to handle the total current required for each and all the parts in a run. This means that the size of the contact points may be larger than what would be required to run convention, Type II anodizing but about the same as with Type III hardcoat.
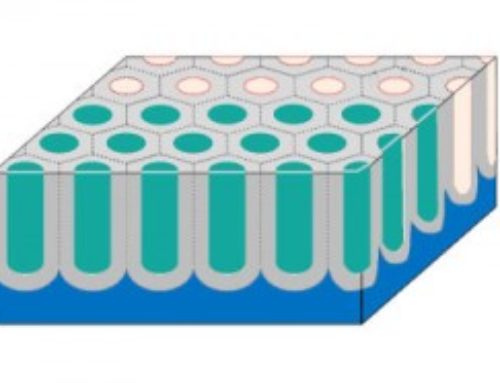
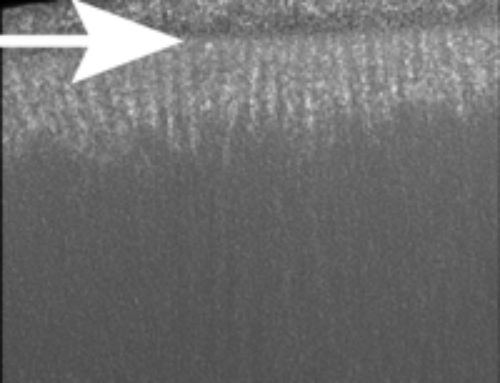
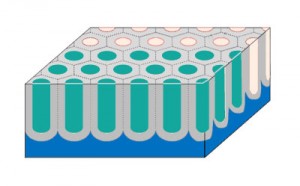
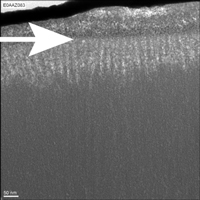
The important difference with MICRALOX® is on a molecular level as a conventional aluminum hardcoat is an amorphous coating while a MICRALOX® coating is partially micro-crystalline. It’s this phase change of the material that gives it its special properties.
For more information on strategies to rack parts to achieve an optimal result, please read the detailed blog post on Sanford Process Website.
© 2014 Jack Tetrault, Sanford Process Co., All Rights Reserved


{kind=link}
{kind=link}
{kind=link}
{kind=link}