Expert Answers to Masking Requirements for Anodized Aluminum Parts!
 There’s much to consider when designing your aluminum parts to be anodized. If your parts require it, masking can be a crucial step in the process to ensure they are finished in accordance with the engineering specifications. We sat down with Bobby Scott who joined the precursor to DCHN in 1967 to share his knowledge and experience over thousands and thousands of jobs over these many years. An expert in our masking department, he knows the anodizing and masking processes inside and out. We want to share with you some of his experience.
There’s much to consider when designing your aluminum parts to be anodized. If your parts require it, masking can be a crucial step in the process to ensure they are finished in accordance with the engineering specifications. We sat down with Bobby Scott who joined the precursor to DCHN in 1967 to share his knowledge and experience over thousands and thousands of jobs over these many years. An expert in our masking department, he knows the anodizing and masking processes inside and out. We want to share with you some of his experience.
1.) What is masking and why might you require it for your anodized aluminum part?
In anodizing, if a customer needs electrical contact on an aluminum part, or if the anodic coating may cause dimensional issues, we mask the specific area to avoid coating these surfaces during the tank operations. It is extremely important to have the right masking in the right places in order for the product to function the way it should, according to the engineering requirements specified by the customer.
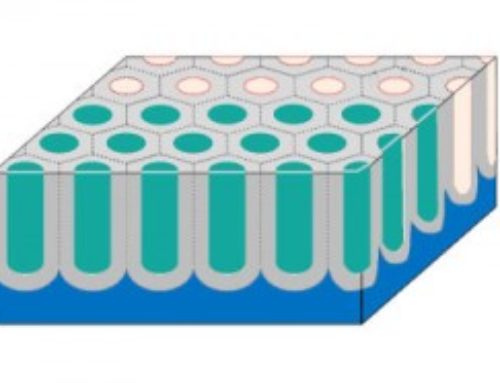
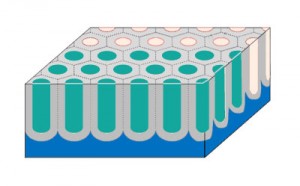
There are several reasons to mask. As stated, one primary reason is that you don’t want to create anodic coating in those areas where electrical contact is needed. Anodic hard coat acts as an insulator, preventing a good current flow across the coated area. Uncoated aluminum is a good conductor of electricity, so when you mask an area so that it will not receive hard coat, you allow the aluminum’s inherent conductivity to continue.
2.) Where are some of the areas you don’t want to see or build dimension?
Controlling dimension is critical in a number of areas, including threaded holes and also in areas where parts may fit together. Contact areas are sometimes left uncoated to achieve precise fit. The masking of these areas needs to be precise for parts to fit well together and achieve the desired outcome.
3.) In areas where you need contact, why is a part left uncoated?
With many parts that we anodize, we don’t get to see how it is used. If we know where it fits and what it looks like in the finished process, we have a better understanding why it is done that way, and what the critical requirements are. It’s often because the end-user will be using the part it in an environment that requires discharging static electricity so they need electrical contact, but we commonly don’t know what the ultimate use of a part will be.
4.) What techniques are used in masking?
We use many types of masking. For instance, we use a combination of rubber and plastic plugs and gaskets. We also use various specialty types of tape and other adhesive-backed materials. We use different masking, depending on the requirement and also the type of anodizing process that is requested, which is very important. Sometimes we use fixtures in several different ways. It depends on the specifications of the job—customers’ demands on coating dimensions, what the part looks like, and how the areas coincide with one another.
5.) What determines which masking technique to use?
The choices are many and the reasons can be complex. Surface condition of the part, accessibility to the area to be masked, coating thickness, and the chosen anodizing type itself are all important factors.
6.) What are some of the problems to overcome?
Certain edges present challenges. Outside edges in general give you a better, neater, and a more accurate mask—as opposed to masking on an inside corner. It is very difficult to get a straight clean line or a neat looking mask when masking an inside corner.
7.) Do you have to work with the customer upfront to design the part, from an anodizing and finishing perspective, to help get a good quality product?
If we can have a dialog with the customer about needs and expectations and have knowledge about what is acceptable and what is optional, it is extremely helpful. We need precise information, such as masking blueprints to tell us exactly what is involved. Written notes from customers are preferred over verbal instructions, if there are any special requests. The issue around design is that in nearly 100% of the cases, the finisher is not brought into the discussion, which often could have helped make the part easier and cheaper to coat.
8.) When we talk about edge, if you have a 90-degree edge—is it easier or harder to mask than a beveled edge?
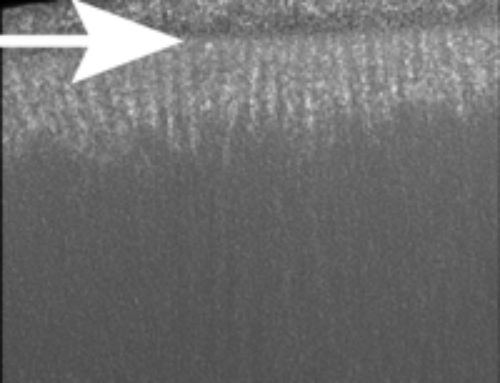
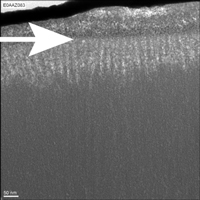
It is harder with a beveled edge. You can still mask the same way with a beveled edge, but there is more free-hand masking involved. The end result is that it may not produce as clean a line as a sharp edge. The problem with too sharp an edge, however, is that you do not form a coating on a sharp angle, as the coating grows perpendicular to the surface; and this can lead to “edge-effect.” Also, a sharp edge is more prone to chipping when impacted.
9.) What about texture—if it is more grained finish versus less grained—does that matter?
The part that has a somewhat rougher surface would provide a better surface for the adhesion of the masking material. It’s more difficult to get masking to adhere to a surface that is very shiny or polished. All else being equal, when it’s a mirror surface, the masking materials get less adhesion; and there is more chance of adhesion failure during the process.
10.) Does alloy matter?
Not in general, but castings can offer a cleaning challenge when masking is needed.
11.) Does size matter?
In general no. However, it depends on the equipment that a particular finisher has at their disposal.
12.) What about ID size?
Obviously, if you have to selectively mask an ID, you have to be able to reach it. If you need to keep an ID uncoated, you can plug or cap the ends of the ID so that the electrolyte doesn’t go inside and form the coating. If you have an ID that you are selectively masking—that is, you want to have coating in certain areas and not in others—you actually have to able to reach it because you are putting a mask in the area usually by hand. So you need to be able to touch the area to selectively mask it.
13.) Does color versus natural hard coat matter?
No, not really.
14.) What about temperature?
I assume you mean temperature during the coating process. The biggest concern for any part being masked is temperature. The anodic process includes steps with many different temperatures. Many tanks run hot (and some cold), and it can effect or lift the mask to some extent under certain conditions. If the mask needs to be perfect, we need to choose the masking technique carefully for the finishing process to create the desired results. Sometimes the two needs clash because the coating temperatures are critical to achieve the functionality and masking materials don’t always allow both chemical AND temperature resistance. Often our choices are limited.
15.) How do you mask threads?
If it is an inside thread, we can usually use plugs or threaded rod or bolts in most places. When we can’t use a plug, then we can generally paint mask a thread—though it needs to be a dissolvable masking type, so that we can completely remove the masking from the thread afterwards.
16.) When you don’t anodize or hard coat an area, how do you finish it? Or do you?
When allowed, we often use yellow and clear iridite or chromate as a base. These coatings are used for corrosion resistance and paint adhesion in many applications. We can use the iridite or chromate process after the anodizing process is complete and the masking is removed, if the customer wants protection or prior to masking.
We know that many questions arise when considering aluminum anodizing, hard coat, and other metal finishing jobs. Our white paper, “12 Proven Tips to Save Time & Money for Aluminum Anodizing, Hardcoat, and Other Metal Finishing Services,” is a guide full of great tips to help you save time and money.
<a class=”cta-button” href=”http://precisioncoating.actonsoftware.com/acton/form/6446/0008:d-0002/0/index.htm”>Download It Now</a>


{kind=link}
{kind=link}
{kind=link}
{kind=link}